
FLat oval tubesay flat oval sa cross section (mahabang axis 80-200mm, maikling axis 30-80mm), at ang mga problema tulad ng cross section skewness at labis na burrs ay madaling maganap kapag pinuputol ang mga tamang anggulo. Ang mga propesyonal na proseso at tool ay kinakailangan upang makamit ang tumpak na pagproseso upang matiyak ang kalidad ng kasunod na hinang o pagpupulong.
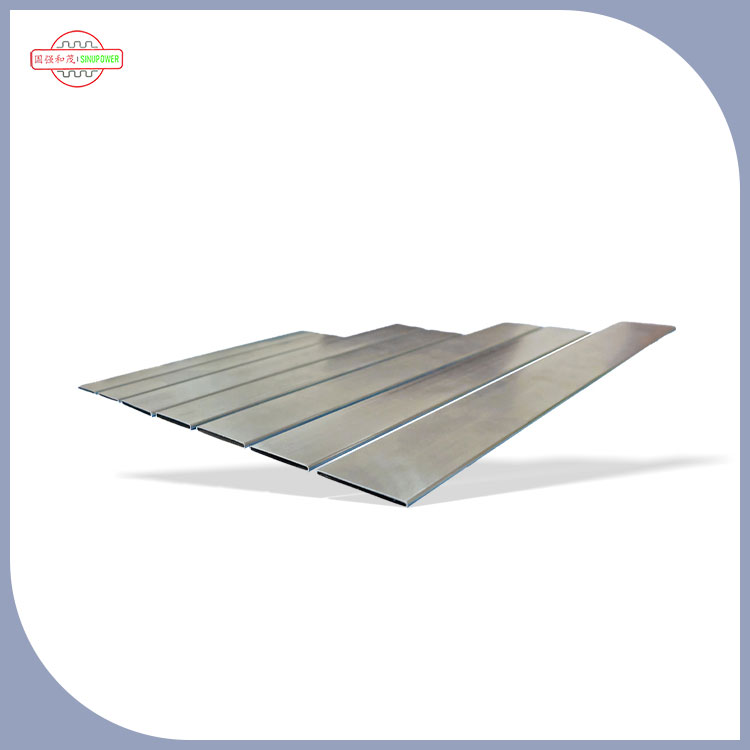
Ang kahirapan sa pagputol ay puro sa mga katangian ng cross-sectional. Ang asymmetric na istraktura ng flat oval tubes ay nagpapahirap upang matiyak ang tamang katumpakan ng anggulo ng tradisyonal na one-size-fits-all na pamamaraan. Kung ang paglihis ng anggulo ng anggulo ay mas malaki kaysa sa 1 °, ang puwang ng magkasanib na puwit ay lalampas sa 0.5mm, na nakakaapekto sa lakas ng hinang. Bilang karagdagan, kapag ang kapal ng dingding ng tubo (karaniwang 2-5mm) ay hindi pantay, ang lokal na sobrang pag-init at pagpapapangit ay madaling mangyari. Lalo na sa pagproseso ng mga hindi kinakalawang na asero na materyales, ang mataas na temperatura ay magiging sanhi ng pagbuo ng oxide, pagtaas ng kasunod na gastos sa paggiling.
Ang pagpili ng tool ay kailangang tumugma sa materyal at mga pagtutukoy. Para sa mga low-carbon steel flat oval tubes, inirerekomenda ang pagputol ng plasma (kasalukuyang 80-120a), na may bilis ng pagputol ng 10-15mm/s, at ang error sa vertical ng seksyon ay maaaring kontrolin sa loob ng 0.3mm/m; Para sa mga hindi kinakalawang na asero na materyales, ang pagputol ng laser (Power 500-1000W) ay ginustong, na napagtanto ang pagproseso ng walang contact sa pamamagitan ng mga high-energy light beam na ipinadala ng optical fiber, na may isang zone na apektado ng init ng <0.1mm upang maiwasan ang intergranular corrosion. Ang mga manipis na may pader na tubo (kapal <3mm) ay maaaring gumamit ng pagputol ng wire ng CNC na may katumpakan ng ± 0.01mm, na angkop para sa pagproseso ng sangkap na katumpakan.
Ang proseso ng operasyon ay nakatuon sa pagpoposisyon at setting ng parameter. Bago ang pagputol, ang mga fittings ng pipe ay kailangang maayos ng mga fixtures upang matiyak na ang linya ng paggupit ay patayo sa axis (paglihis ≤0.5 °), at ang puwersa ng clamping ng kabit ay kinokontrol sa 5-10MPa upang maiwasan ang pagpapapangit; Sa panahon ng pagputol ng plasma, ang nozzle ay pinananatiling 3-5mm ang layo mula sa dingding ng pipe, at ang presyon ng gas (hangin o nitrogen) ay nakatakda sa 0.6-0.8MPa upang maiwasan ang pagkakaiba-iba ng arko; Ang pagputol ng laser ay kailangang ayusin ang posisyon ng pokus ayon sa kapal ng pader, at ang pokus ng mga makapal na may pader na mga tubo ay nababagay hanggang sa 1/3 ng pader ng pipe upang mapagbuti ang pagputol ng pagtagos.
Ang kasunod na pagproseso ay nakakaapekto sa pangwakas na kalidad. Matapos ang pagputol, ang isang anggulo ng gilingan (na may isang 120-grit na paggiling gulong) ay kinakailangan upang alisin ang mga burrs upang gawin ang pagkamagaspang na cross-section RA≤12.5μm; Ang mga hindi kinakalawang na tubo ng bakal ay kailangang maipasa (isawsaw sa nitric acid solution sa loob ng 10-15 minuto) upang maiwasan ang kalawang sa hiwa. Para sa mga eksena na may mataas na mga kinakailangan sa katumpakan (tulad ng pagpupulong ng pipe ng tambutso ng sasakyan), ang tamang paglihis ng anggulo ay kailangang makita ng isang three-coordinate na pagsukat ng instrumento upang matiyak na nakakatugon ito sa pamantayan ng pagpapaubaya ng ± 0.1 °.
Pagputol ng mga tamang anggulo sa fLat oval tubesNangangailangan ng pagsasaalang -alang ng parehong mga detalye ng pagganap at mga detalye ng proseso. Sa pamamagitan ng tumpak na pagpoposisyon, pag -optimize ng parameter at kasunod na pagproseso, maaaring makamit ang isang maayos na seksyon ng cross at tumpak na epekto sa pagproseso ng anggulo, na nagbibigay ng isang pangunahing garantiya para sa sealing at istruktura na lakas ng koneksyon ng pipeline.