
Sinupower ginalugad kung paanoMga Tubong Parihabakumilos sa panahon ng pagputol, pagbabarena, at mga proseso ng welding sa modernong fabrication na kapaligiran, kung saan ang geometry at pagtugon ng materyal ay direktang nakakaimpluwensya sa katumpakan at pagiging maaasahan ng istruktura sa mga downstream na aplikasyon.
Sa mga pagawaan ng katha, ang mga hugis-parihaba na guwang na profile ay madalas na itinuturing bilang mga direktang elemento ng istruktura, ngunit ang katotohanan ay mas nuanced. Ang kanilang mga patag na ibabaw, matutulis na sulok, at pabagu-bagong pag-uugali sa kapal ng pader ay nagpapakilala ng mga natatanging hamon kung ihahambing sa mga pabilog na profile. Ang bawat yugto—pagputol, pagbabarena, at hinang—ay nangangailangan ng maingat na kontrol sa stress, init, at deformation upang mapanatili ang katumpakan ng dimensyon at katatagan ng paggana.
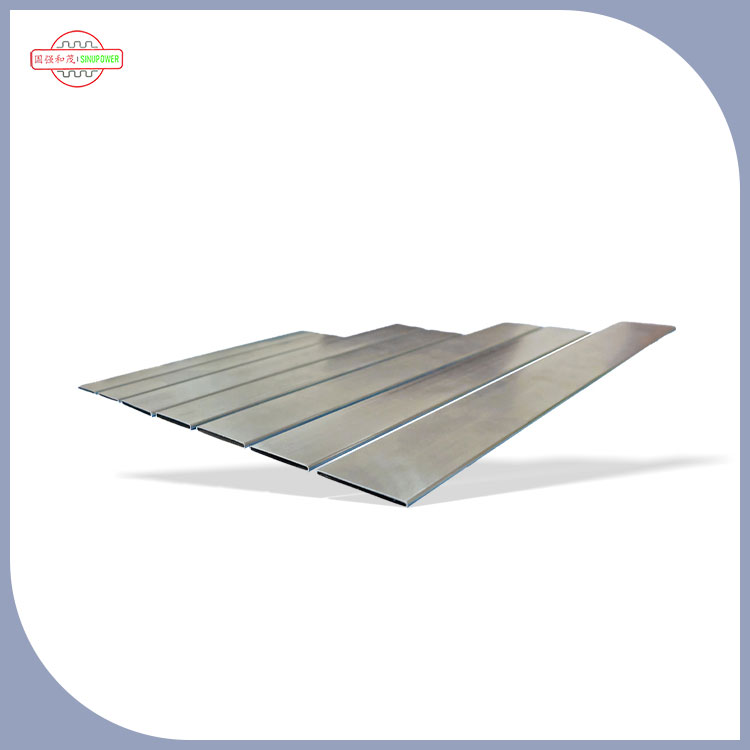
Ang mga Rectangular Tubes ay malawakang ginagamit sa mga system kung saan mahalaga ang space efficiency at load distribution. Gayunpaman, ang kanilang geometry ay lumilikha ng hindi pantay na mga punto ng konsentrasyon ng stress, lalo na sa mga sulok.
Hindi tulad ng mga bilog na tubo, kung saan ang mga puwersa ay namamahagi nang pantay-pantay sa kahabaan ng kurbada, ang mga hugis-parihaba na profile ay nagtutuon ng stress sa mga gilid. Ang katangiang ito ay lalong nagiging mahalaga sa panahon ng mga proseso ng katha, kung saan ang mekanikal na puwersa at thermal input ay maaaring baguhin ang integridad ng istruktura kung hindi maayos na kontrolado.
Ang hugis-parihaba na hugis ay nagpapakilala ng tatlong pangunahing epekto sa engineering:
- Pagpapalakas ng stress sa sulok
- Hindi pantay na pamamahagi ng init sa panahon ng hinang
- Paninigas na umaasa sa direksyon
Ang mga epektong ito ay nakakaimpluwensya kung paano pinaplano at isinasagawa ang bawat hakbang sa paggawa.
Ang pagputol ay ang unang hakbang kung saan ang mga Rectangular Tubes ay nagsisimulang magpakita ng pag-uugaling umaasa sa geometry. Gumagamit man ng mechanical saws, abrasive system, o thermal cutting method, iba ang reaksyon ng materyal sa mga patag na ibabaw kumpara sa mga sulok.
Sa mekanikal na pagputol:
- Ang mga patag na ibabaw ay nagbibigay-daan sa matatag na pagdikit ng talim
- Ang mga sulok ay may posibilidad na makabuo ng mga vibration spike
- Ang pagbuo ng burr ay mas malamang sa mga gilid na labasan
Ang katigasan ng mga parihabang seksyon ay nangangahulugan na ang mga puwersa ng pagputol ay hindi pantay na hinihigop, na nangangailangan ng kinokontrol na mga rate ng feed upang maiwasan ang pagbaluktot.
Kapag ginamit ang mga thermal na pamamaraan, ang naisalokal na pag-init ay nagpapakilala ng mga pagkakaiba sa pagpapalawak sa dingding ng tubo. Dahil may maraming thermal pathway ang rectangular geometry, hindi pantay ang pag-aalis ng init, kung minsan ay nagdudulot ng bahagyang warping kung hindi balanse ang paglamig.
Ang pagbabarena ay nagpapakilala ng isa sa mga pinakakagiliw-giliw na pakikipag-ugnayan sa pagitan ng puwersa ng tool at geometry ng materyal. Ang mga patag na mukha ngMga Tubong Parihabapayagan ang matatag na pagpasok ng tool, ngunit nagbabago ang pamamahagi ng panloob na stress habang tumagos ang drill.
Sa panahon ng pagbabarena:
- Ang paunang pakikipag-ugnay ay matatag dahil sa suporta sa patag na ibabaw
- Lumilikha ang mid-penetration ng mga chip accumulation zone
- Ang exit phase ay kadalasang nagdudulot ng deformation risk
Ang gilid ng labasan ay partikular na sensitibo dahil ang materyal na suporta ay nababawasan, na humahantong sa potensyal na pagbuo ng burr o bahagyang ovalization ng mga butas.
Habang sumusulong ang drill, muling namamahagi ang stress sa mga dingding ng tubo. Maaaring sumipsip o sumasalamin sa stress ang mga sulok depende sa kapal at komposisyon ng materyal. Ginagawa nitong nakadepende ang pare-pareho ng pagbabarena sa parehong kontrol sa feed at diskarte sa paglamig.
Ang welding ay kung saan ang mga Rectangular Tubes ay nagpapakita ng kanilang pinaka-kumplikadong pisikal na tugon. Ang kumbinasyon ng heat input at geometric na hadlang ay humahantong sa naisalokal na pagpapalawak, pag-urong, at natitirang stress formation.
Hindi tulad ng mga pabilog na seksyon na nagbibigay-daan sa mas malinaw na pagsasabog ng init, ang mga hugis-parihaba na profile ay nagtutuon ng thermal energy sa mga weld seams at corners. Lumilikha ito ng:
- Hindi pantay na rate ng paglamig
- Lokal na pagbaluktot malapit sa mga kasukasuan
- Natirang akumulasyon ng stress sa mga gilid
Habang lumalamig ang welded area, ang contraction forces ay humihila nang hindi pantay sa mga flat panel. Maaari itong humantong sa bahagyang pagyuko o angular distortion kung hindi balansehin sa pamamagitan ng kinokontrol na pagkakasunud-sunod.
| Yugto ng Proseso | Pangunahing Hamon | Pag-uugali ng Parihabang Tube | Kontrolin ang Pokus |
| Pagputol | Panginginig ng gilid | Ang konsentrasyon ng stress sa mga sulok | Katatagan ng feed |
| Pagbabarena | Lumabas sa pagpapapangit | Hindi pantay na pagpapalabas ng stress | Suporta at pagpapalamig |
| Hinang | Thermal distortion | Corner heat accumulation | Balanse ng init |
| Post-processing | Pagwawasto ng sukat | Ang natitirang stress relaxation | Kontrol ng pagkakahanay |
Itinatampok ng paghahambing na ito kung paano nagpapakilala ang bawat yugto ng iba't ibang mekanikal at thermal na mga tugon na dapat pangasiwaan nang nakapag-iisa.
Ang pag-uugali ng Rectangular Tubes ay hindi lamang nakadepende sa geometry kundi nakadepende rin sa materyal. Ang mga aluminyo, tansong haluang metal, at mga istrukturang nakabatay sa bakal ay magkaiba sa pagtugon sa mga mekanikal at thermal input.
Mga profile na batay sa aluminyo:
- Mataas na thermal conductivity
- Mas mabilis na pagkawala ng init sa panahon ng hinang
- Mas madaling kapitan ng localized deformation kung sobrang init
Mga profile na nakabatay sa bakal:
- Mas mataas na structural rigidity
- Mas mabagal na pagsasabog ng init
- Mas mahusay na pagtutol sa pagbabarena-sapilitan pagpapapangit
Naiimpluwensyahan ng pagpili ng materyal kung gaano ka-agresibo ang bawat hakbang sa paggawa nang hindi nakompromiso ang katatagan ng istruktura.
Ang kalidad ng ibabaw pagkatapos ng pagputol ay isang kritikal na tagapagpahiwatig ng kontrol sa paggawa. Ang rectangular geometry ay nagpapakilala ng natatanging pag-uugali sa ibabaw:
- Ang mga patag na mukha ay nagpapanatili ng mas makinis na mga linya ng hiwa
- Ang mga sulok ay madalas na nagpapakita ng micro-chipping
- Ang pagbuo ng burr ay may posibilidad na tumutok sa mga gilid ng labasan
Ang pagpapanatili ng pare-parehong kalidad ng gilid ay nangangailangan ng pagbabalanse ng tool sharpness, feed rate, at vibration control.
Sa mga application na may mataas na katumpakan, ang pangalawang pagtatapos ay kadalasang ginagamit upang patatagin ang geometry ng gilid bago ang mga susunod na yugto ng paggawa.
Ang isa sa mga pangunahing hamon sa paggawa ng Rectangular Tubes ay ang pagpapanatili ng pagkakahanay ng butas sa mga patag na ibabaw.
Mga salik na nakakaimpluwensya sa katumpakan:
- Pagkakaiba-iba ng kapal ng pader ng tubo
- Pagpalihis ng tool sa ilalim ng pagkarga
- Pagtitipon ng init sa patuloy na pagbabarena
Ang maling pagkakahanay ay mas malamang kapag ang maraming butas ay na-drill sa pagkakasunud-sunod nang hindi pinapayagan ang thermal recovery ng materyal.
Ang diskarte sa welding ay gumaganap ng isang mapagpasyang papel sa pagliit ng pagbaluktot. Dahil pinaghihigpitan ng rectangular geometry ang mga natural na expansion path, dapat na ipamahagi ang init sa mga kinokontrol na pagkakasunud-sunod.
Mga karaniwang diskarte sa pag-stabilize:
- Alternating direksyon ng weld
- Maikling naka-segment na weld pass
- Kinokontrol na mga agwat ng paglamig
Binabawasan ng mga pamamaraang ito ang akumulasyon ng natitirang stress sa mahabang gilid.
Sa panahon ng paggawa, ang Rectangular Tubes ay maaaring makaranas ng tatlong pangunahing uri ng distortion:
- Angular na pagpapapangit sa mga sulok
- Pagyuko ng patag na ibabaw dahil sa thermal contraction
- Torsional twist mula sa hindi pantay na pagkakasunud-sunod ng weld
Ang bawat uri ay naka-link sa ibang yugto ng paggawa at nangangailangan ng mga naka-target na paraan ng pagwawasto.
Ang isang pangunahing insight sa modernong pagproseso ay ang pagputol, pagbabarena, at pagwelding ay hindi mga independiyenteng hakbang. Ang bawat yugto ay nakakaimpluwensya sa susunod.
Halimbawa:
- Maaaring palakasin ng cutting-induced micro-stress ang paglihis ng pagbabarena
- Ang pagbabarena ng heat buildup ay maaaring makaapekto sa welding stability
- Maaaring baguhin ng welding distortion ang katumpakan ng panghuling dimensional
Ang magkakaugnay na pag-uugali na ito ay ginagawang mahalaga ang pagpaplano ng proseso sa halip na opsyonal.
Mula sa pananaw ng engineering, ang mga Rectangular Tubes ay kumikilos tulad ng mga napipilitang sistema ng enerhiya sa panahon ng paggawa. Patuloy na nakikipag-ugnayan ang mekanikal na puwersa, thermal input, at structural geometry.
Sa halip na tratuhin ang bawat proseso sa paghihiwalay, ang mga makabagong diskarte sa paggawa ay nakatuon sa:
- Pagmamapa ng stress sa buong istraktura ng tubo
- Hula ng daloy ng init sa panahon ng hinang
- Kontrol ng panginginig ng boses sa panahon ng pagputol at pagbabarena
Nakakatulong ang pinagsamang view na ito na bawasan ang pinagsama-samang deformation sa mga yugto.
Ang mga rectangular na profile ay karaniwang ginagamit sa mga system na nangangailangan ng compact structural support at directional load distribution, gaya ng:
- Mga pagtitipon ng pagpapalitan ng init
- Structural framing system
- Nakasarang mga channel ng likido
- Modular mekanikal na suporta
Sa mga kapaligirang ito, direktang nakakaapekto ang katumpakan ng fabrication sa katatagan ng system at pangmatagalang performance.
Ang pag-uugali ng mga Rectangular Tubes sa panahon ng pagputol, pagbabarena, at hinang ay pinamamahalaan ng pakikipag-ugnayan sa pagitan ng geometry, mga katangian ng materyal, at enerhiya ng proseso. Ang bawat yugto ay nagpapakilala ng natatanging mekanikal at thermal na mga hamon na dapat pangasiwaan upang mapanatili ang integridad ng istruktura at pagkakapare-pareho ng dimensional.
Sa loob ng balangkas na ito,Sinupower Heat Transfer Tubes Changshu Ltd.patuloy na sinusuri ang dynamics ng katha ngMga Tubong Parihababilang bahagi ng mas malawak na pananaliksik sa precision tube processing at heat transfer component development.